Stutter Code
A simple hack that inserts a short pause after every move in a Gcode file makes a little filemant ooze out of the nozzle. This creates patterns resembling artisanal basketry.

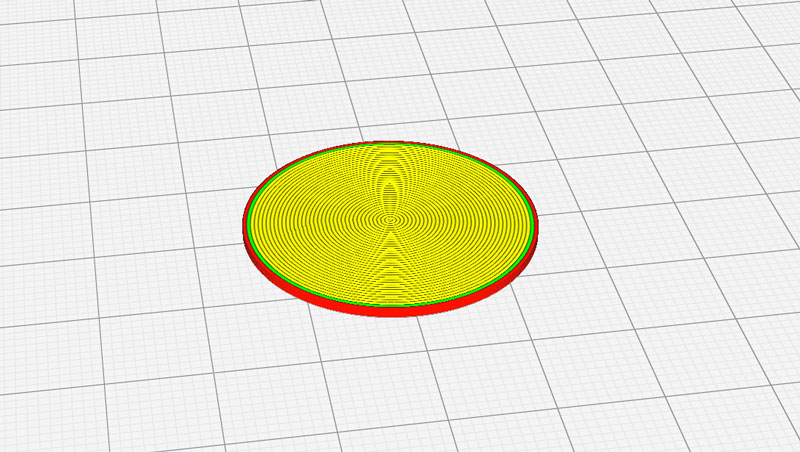
In this first test, we sliced a simple cylinder with a concentric top/bottom pattern and exported the Gcode file.
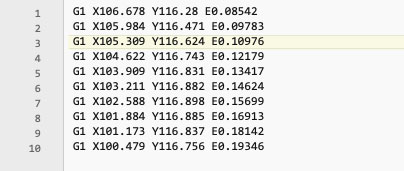
This is the original Gcode, opened in a text processor.
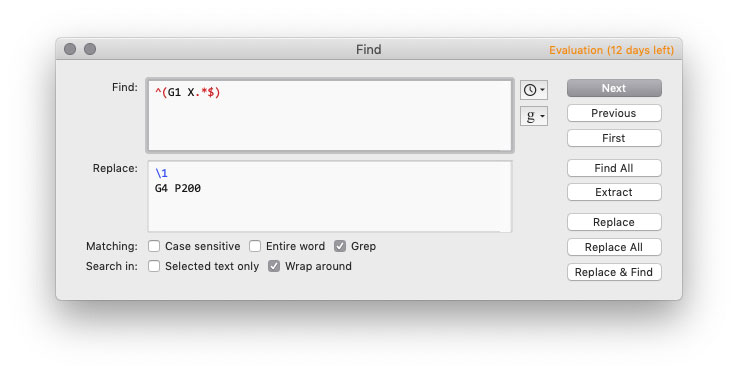
Using the search and replace function with GREP enabled, we can search for any 3D print move with the pattern ^(G1 X.*$). Anything in the brackets is used in the replace section with \1, and here we added a newline, and the dwell command G4 P200, to pause the machine for 200 milliseconds after every move.
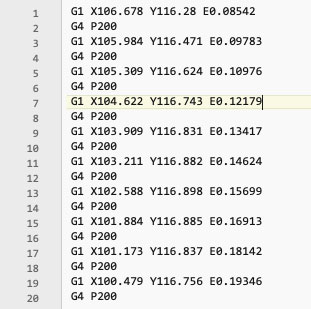
This is the modified Gcode.
It might be fun to make local changes in the duration of the pause.
Written on February 22, 2019